




无需长篇大论,观看水下-水下管道铺设品质优视频,让你瞬间爱上我们的产品。
以下是:水下-水下管道铺设品质优的图文介绍
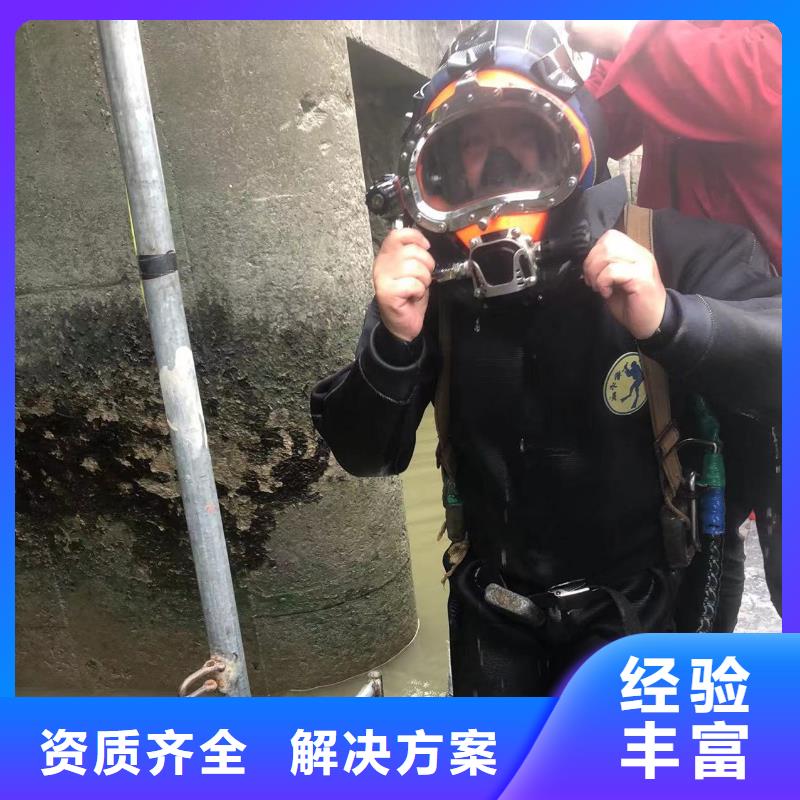
盛龙水下堵漏封堵切割打捞焊接作业工程有限公司(衢州分公司)承诺:将继续以市场为导向,以科技为依托,逐步更新现有 水下堵漏生产设备以 水下堵漏产品品质,不断引进高级管理人才和技术人才以提高企业的管理能力和技术水平,使企业在市场经济的浪潮中创造更辉煌的业绩。


所谓正常切割是指开始切割形成后的切割过程,基本的操作方法有支持切割法、维弧切割法、深度切割法3种。 所谓支承切断法,是指在通过电弧起动形成开始切口后,狭缝倾斜而与切断面保持80°~85°的角度,通过狭缝药皮套筒支承在工件表面,在狭缝移动中,始终不离开工件的电弧氧切断法。该方法从左到右,从右到左,均可在量规上切割,操作方便,效率高,适用于中、薄板水下切割。 所谓维电弧切割法,是在形成开始切割后,使切片条从工件表面离开约2~3mm,保持与工件垂直,然后,沿切片线均匀地向前方移动,维持电弧不消失,操作方法如图5(b)所示。该方法适用于厚度5mm以下的薄钢板的水中切割。潜水员在水中很难保持身体的稳定,所以电弧很难稳定。另外,切断品质也比支持切断法稍低,因此在实用上不怎么采用维电弧切断法。 加深切割的方法是指,在开始切割形成后的切割过程中,继续在狭缝中加入狭缝,加深狭缝,直到切下工件为止,这样来回移动,总有 工件会切断。此方法适用于支撑切割法中不易同时开裂的厚板和层压板。操作时切片的上下移动,为了维持电弧的稳定燃烧,必须协调均匀。




能见度差,对水的吸收、反射和折射的影响远大于空气。光线在水中迅速地传播。此外,水下焊接过程中,电弧周围会产生大量的气泡和烟,所以水下焊接时电弧的可见度很低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,在水中的能见度甚至更差。 焊缝中氢含量高,氢气是焊接的大敌,如果水下焊接中氢气含量超过允许值,很容易造成裂纹,甚至造成结构损伤。电弧焊在水下引起周围水的热分解,导致焊缝中溶解氢气增加。潜水焊条焊条焊接接头质量差,与氢气含量高密切相关。 冷却速度快。焊接到水下,海水的热传导系数是空气的20倍左右。如采用水下或水下局部焊接,则将焊接后的工件直接置于水中,且水对焊缝的淬火有明显影响,并容易形成高硬度的硬化组织。所以,只有在使用干焊的情况下,冷效应可以避免。


水下电焊船底堵漏只使用专门设计用于水下作业的电焊钳。
水下电焊船底堵漏要确定电焊钳的所有通电零件都是完全绝缘的。此绝缘必须保证能地隔离所遭遇到的大电流。
开始操作之前,检查电焊枪有无磨损或者损坏的零件和绝缘材料。
水下电焊船底堵漏只有当焊接电路没有电流时才能更换或者紧固电焊条。
水下焊接由于水的存在,使水下电焊过程变得更加复杂,并且会出现各种各样陆地焊接所未遇到的问题,目前,世界各国正在应用和研究的水下焊接方法种类繁多,应用较成熟的是电弧焊。。
主营:优质水下电焊工程、江苏优质水下电焊、优质水下电焊方法、优质水下电焊方案、优质水下电焊。



