


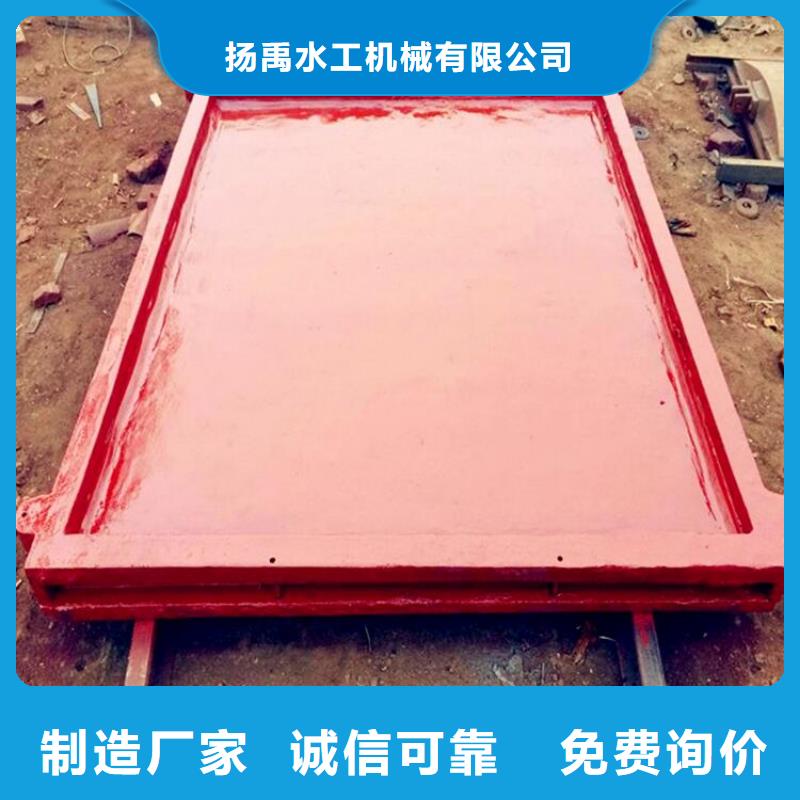




手动一体闸门
是由门框、闸板、密封圈及可调式楔形压块等部件组成。闸门长久使用磨损出现,其密封面可通过楔形压块的调整来保证正常工作。产品结构合理坚固、耐磨耐蚀性 强、性能可靠;安装、调整、使用、维护方便等特点。本产品为机门一体成套设备.适用于小型渠道之用.安装时可省去预制建筑支撑闸台,减少工程资金.其结构 由小型扳手启闭与铸铁闸门组成.
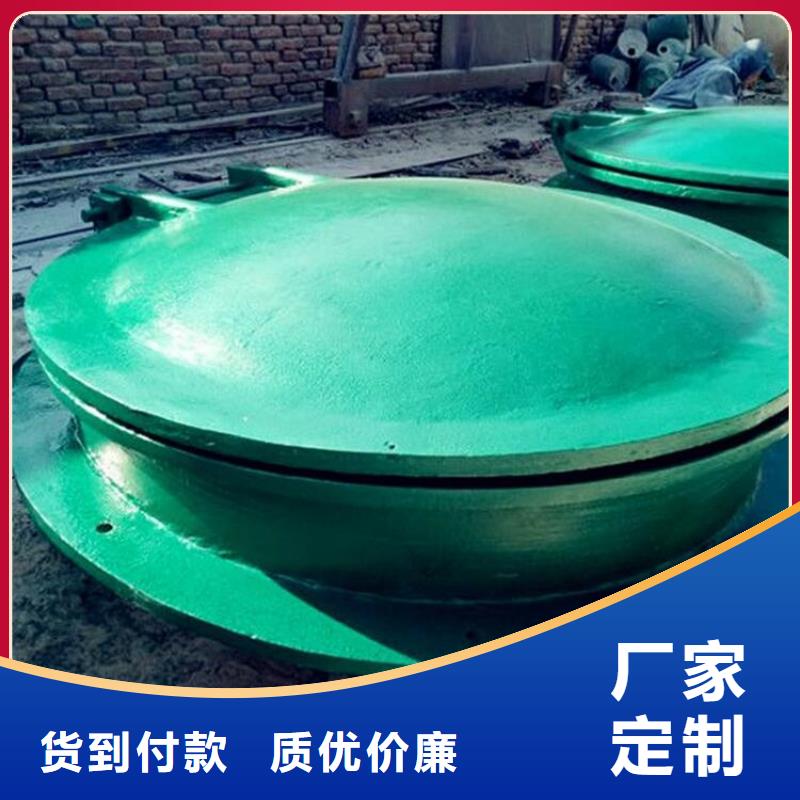
手提式铸铁闸门门是以优级铸铁为原料制作的的水利机械产品,它具有良好的耐腐蚀,止水密封好,安装简单,使用寿命长等特点。
产品可分为:PZ平板平面 铸铁闸门、封闭式 铸铁闸门、镶铜 铸铁圆闸门、 铸铁圆闸门、PZ机闸一体式 铸铁闸门、手提式 铸铁闸门、弧形 铸铁闸门、高压 铸铁闸门、拍门、潮门等产品。我厂可根据用户的需要采用镶铜、不锈钢等方式安装止水





经过三年的努力与发展,已具备一定的规模与实力,现河畔水利机械厂(东湖分公司)拥有一支精湛的技术团队和完善的生产团队,为您提供从 铸铁闸门厂家研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 铸铁闸门厂家产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。


铸铁闸门各工序间的时间间隔
喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。
3.4喷涂距离与角度
喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。
3.5涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。




