




我们的销售钢花管公司视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:销售钢花管公司的图文介绍
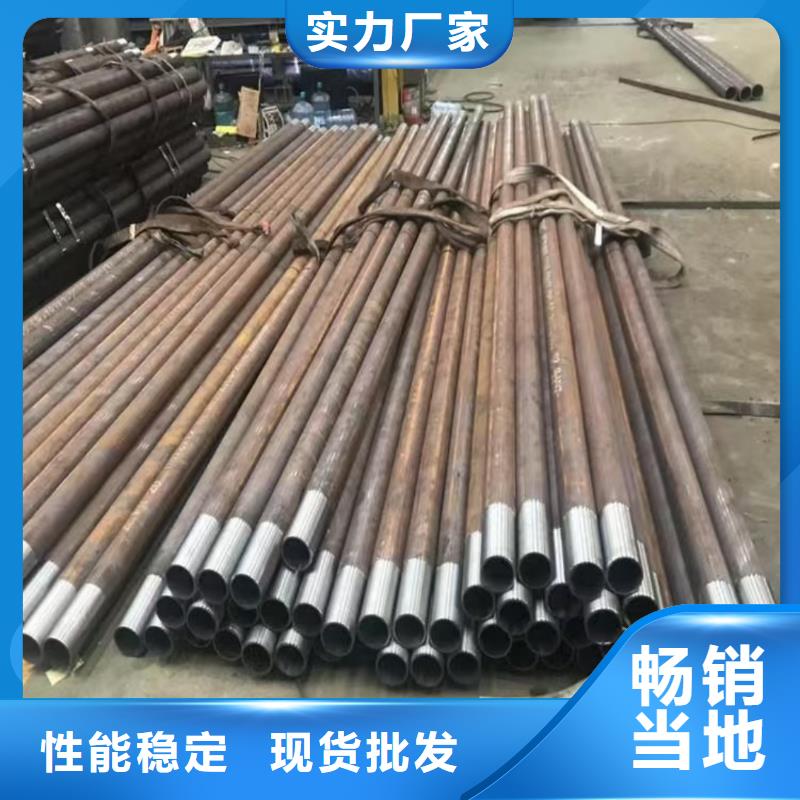
天恒源钢铁有限公司(宛城分公司)主营产品 锅炉用无缝管,公司凭着良好的信誉和优质的服务赢得广大客户的支持。经过全体员工的努力,现公司提供更优质,、的服务给广大的同行,厂家和商家;并具备一批专业的、年轻的骨干队伍,我公司本着以客户为主,诚信di yi的服务宗旨。公司成立以来,始终坚持“思路决定出路,人品铸就产品”的经营理念,连续多年被评为“文明企业”、“重点骨干企业”、“质量达标企业”、“重合同,守信用”企业,客户赠于“这里信得过”称誉。


三、同城制作方法
注浆管的制作方法主要包括以下几种:
机械卷制成型法:利用精密的机械装置,将原材料通过卷曲、同城焊接等工序,地制成注浆管。这种方法生产效率高,制成的注浆管尺寸,管壁均匀,能够承受较大的注浆压力。
手工焊接成型法:依赖于工匠的精湛技艺,通过手工焊接的方式,将一片片原材料精心拼接成注浆管。这种方法虽然生产效率相对较低,但制成的注浆管在细节处理上更为精细,能够满足一些特殊地质条件下的注浆需求。
模具压制成型法:采用特制的模具,将原材料在高温高压下压制成型。这种方法制成的注浆管尺寸,表面光滑,减少了注浆时的阻力。同时,由于生产过程高度自动化,因此生产效率极高,能够满足大规模注浆工程的需求。






严禁在非焊接区域引弧,地线位置适当、附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、当地气孔、当地咬边、附近飞溅、裂纹、本地未熔合、附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。






通过真空清洁原理,管道可以用水清洗,以便可以重复使用。预埋注浆管用于混凝土中的施工缝、附近冷接缝、本地管子渗缝、附近地墙之间空隙等处的较久密封。在新和旧混凝土的接缝之间安装注浆管是非常合适的。当水渗入接缝时,可以通过设定在表面的PVC端口注入浆液加以封堵这种方法可以密封接缝。合适的注浆时间可以选择在混凝土养护结束后进行注浆。渗漏接缝同样也可以用这方法做成较久密封。
在预埋注浆管中注入浆液可以密封施工缝、本地冷接缝、管子渗漏和地墙之间的接缝。预埋注浆管分为:一次性注浆管和多次性注浆管。一次性注浆管:注浆一次,不可重复使用多次性注浆管:可多次注浆,注浆不受时间限制。有漏水出现就可以向管体内注入浆液进行填补密封。





注浆管的接头凸起部分尺寸注浆管接头部分的内径尺寸应保证超声波检测仪的使用要求。接头凸起部分的大尺寸不应超过管外径的25%
接头凸起部分尺寸、当地套接长度、当地密封性能、本地连接可靠性、附近耐振动性能、附近抗扭矩性能等各项要求。
注浆管接口的套接长度如图1,注浆管接口套接长度(接头部分的长度)L不小于直径的1.5倍且不小于80mm。
注浆管接口的密封性能注浆管接头部分应进行密封性试验,具体要求是:内压试验压力为大工作压力的1.5倍且不低于1MPa,外压试验压力为大工作压力的2倍且不低于4Mpa,试验压力持续时间1min,要求不得出现渗漏、接口变形等情况。内压试验和外压试验应单独进行。
注浆管接口连接可靠性注浆管应进行拉拔试验检验接头连接可靠性,在常温,应能承受3000N的拉拔力,持续60 min连接部分无松动、当地断裂。
注浆管接头耐振动性能注浆管接头应进行振动试验,试验压力为1.2 MPa,在该压力,持续10万次振动数,薄壁注浆管连接部位应无渗漏和脱落现象。
注浆管接头抗扭矩性能注浆管接头应进行扭矩试验。扭力矩120Nm持续10 min接头不发生滑移。
?
